XEBEC Technology là nhà sản xuất hàng đầu các công cụ tự động loại bỏ bavia và vát mép các chi tiết kim loại. Đây là phần giới thiệu cơ bản về vát mép. Nếu bạn đã quen với vát mép, vui lòng chuyển sang Phần 7, nơi sẽ giải thích về phương pháp vát mép không bavia.
1. Vát cạnh là gì?
Vát mép là một quy trình gia công sau để loại bỏ các cạnh sắc của phôi. Nếu máy tính xách tay hoặc điện thoại thông minh của bạn có vỏ kim loại, hãy thử dùng ngón tay vuốt quanh các cạnh. Tất nhiên, sẽ không có nguy cơ gây thương tích vì nhà sản xuất đảm bảo các cạnh được bo tròn và nhẵn mịn thông qua quy trình vát mép hoặc ép.
2. Tại sao cần phải vát mép?
Như đã đề cập ở trên, một lý do cho việc vát mép là để ngăn ngừa thương tích. Vát mép cũng giúp lắp ráp các bộ phận dễ dàng hơn, ít bị mài mòn hơn và tạo ra bề mặt tốt hơn để ghép nối. Nói cách khác, vát mép là một khía cạnh quan trọng của thiết kế chi tiết tốt.
2a. Phòng ngừa thương tích
Các bộ phận kim loại sẽ có cạnh sắc hoặc gờ khi được cắt bằng máy công cụ. Điều này có thể gây thương tích cho người cầm nắm hoặc lắp ráp chúng. Kích thước vát mép cần thiết sẽ phụ thuộc vào cách sử dụng bộ phận đó. Ví dụ, vát mép nhỏ là đủ cho việc cầm nắm thông thường. Tuy nhiên, cần vát mép lớn hơn nếu có nguy cơ cạnh sắc đâm vào mắt hoặc miệng trẻ em.
2b. Dễ dàng lắp ráp
Các bộ phận có thể được vát cạnh để dễ lắp ráp hơn. Ví dụ, sẽ khó đặt một thanh trụ vào lỗ tròn khi khe hở nhỏ.
Việc lắp ráp sẽ dễ dàng hơn nếu lỗ hoặc thanh có cạnh vát có thể đóng vai trò như một thanh dẫn hướng.
2c. Tăng khả năng chống mài mòn
Các cạnh sắc có thể bị gãy khi thường xuyên cầm nắm hoặc di chuyển. Ví dụ, một cạnh sắc có thể bị gãy và vướng vào cơ cấu. Các cạnh vát cạnh có khả năng chống mài mòn tốt hơn và ít bị gãy hơn.
2d. Cải thiện bề mặt tiếp xúc
Các cạnh vát cạnh tạo ra bề mặt tốt hơn để hàn hoặc bắt bu lông lại với nhau.
3. Các loại vát mép
Nói chung, có ba loại vát: vát C, vát R và vát thẳng.
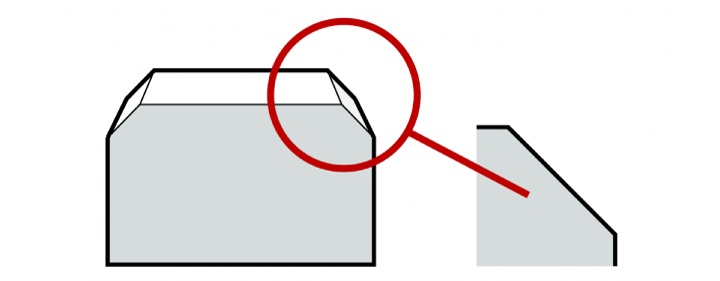
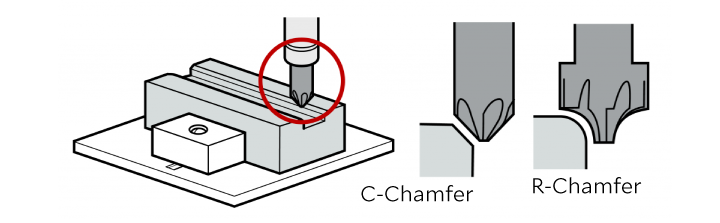
3a. Vát C
Còn được gọi là vát vuông, đây là loại vát phổ biến nhất. Vát chữ C là tạo ra một bề mặt phẳng, góc cạnh, thường ở góc 45 độ so với cạnh. Góc vát tạo ra sẽ đối xứng. Vát chữ C là một phương pháp hiệu quả giúp ngăn ngừa chấn thương khi cầm nắm và cải thiện khả năng lắp ráp.
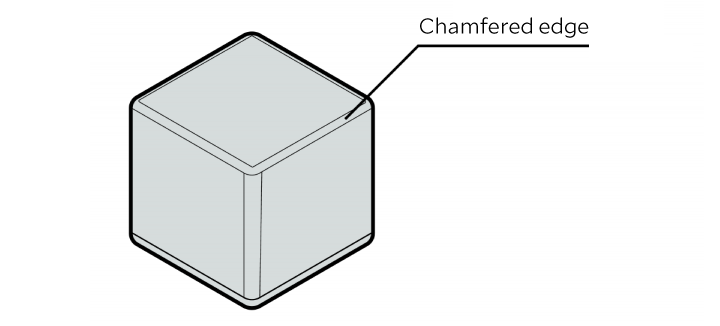
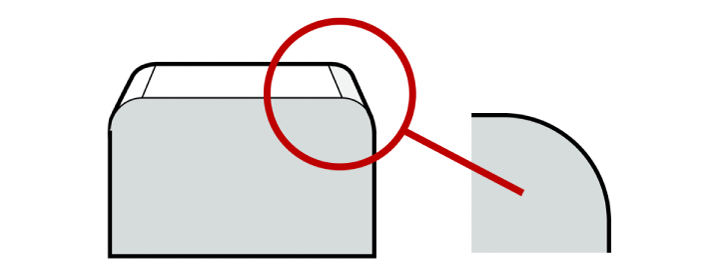
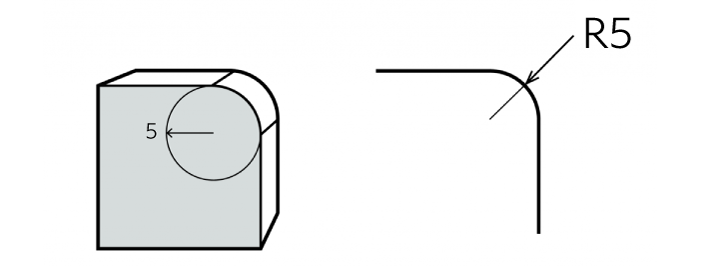
3b. R-Vát
Còn được gọi là vát tròn, phương pháp này tạo ra sự chuyển tiếp mượt mà, cong giữa hai bề mặt. Đây là phương pháp hiệu quả nhất để ngăn ngừa chấn thương khi cầm nắm và cũng được sử dụng để cải thiện vẻ ngoài.
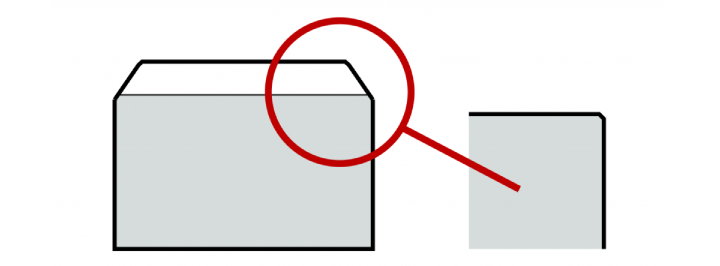
3c. Vát đường thẳng
Đây là một vát rất nhỏ, thường không thể nhìn thấy bằng mắt thường. Nó được sử dụng để loại bỏ gờ và các cạnh sắc. Chiều rộng vát cực kỳ hẹp, vì vậy nó có thể không ngăn ngừa được tất cả các chấn thương khi cầm nắm.
4. Hướng dẫn vát mép
Hướng dẫn vát mép trên bản vẽ chi tiết phải rõ ràng và chính xác. Sau đây là cách chỉ định hướng dẫn vát mép cho các loại vát mép khác nhau.
4a. Hướng dẫn vát chữ C
Hướng dẫn C-Chamfer được biểu thị bằng “Loại và Kích thước”, trong đó kích thước có thể được biểu thị là “Chiều dài và Góc”, “Chiều dài và Chiều dài”, hoặc đơn giản là “Chiều dài”.
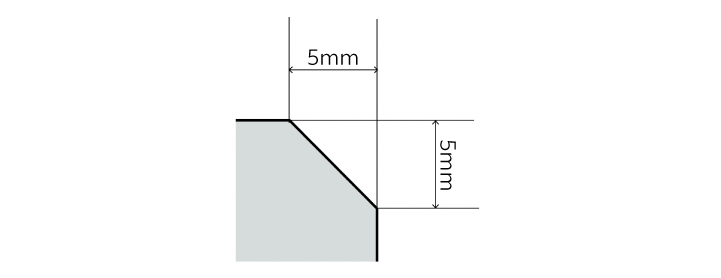
Chiều dài và Góc: Phần này mô tả kích thước vát cạnh theo chiều dài và góc của nó. Ví dụ, vát cạnh được hiển thị là “C5 x 45°” sẽ là vát cạnh 5mm với góc 45 độ.
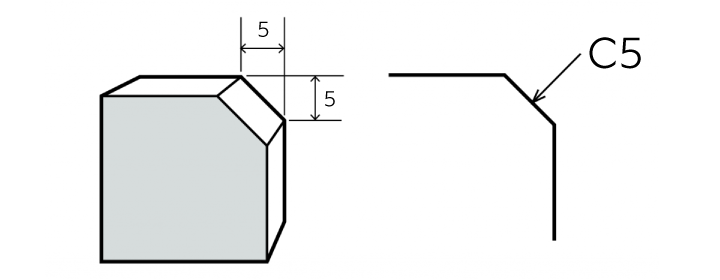
Chiều dài và Chiều rộng: Phần này mô tả kích thước vát cạnh theo chiều dài hai cạnh của nó. Ví dụ, vát cạnh được hiển thị là “C5 x 5”, cũng sẽ là vát cạnh 5mm với góc 45 độ.
Chiều dài: Đây là cách mô tả đơn giản hơn về vát mép 45 độ. Ví dụ, “C5” mô tả một vát mép có góc 45 độ và hai cạnh dài 5mm.
Hướng dẫn vát cạnh bao gồm một mũi tên để chỉ cạnh cần vát, cùng với loại và kích thước vát, như minh họa bên dưới bên phải.
Có thể sử dụng ghi chú chung trên bản vẽ để chỉ định tất cả các cạnh phải được vát mép giống nhau. Ví dụ: “Tất cả các cạnh phải là C5”. Một chú thích duy nhất cũng có thể được sử dụng để chỉ ra số lượng cạnh cần vát mép. Ví dụ: “10 x C5” sẽ cho biết có mười cạnh cần vát mép. Những ghi chú như thế này giúp giảm sự lộn xộn trong bản vẽ chi tiết.
4b. Hướng dẫn vát mép R
Hướng dẫn R-Chamfer được biểu thị bằng “Loại và Kích thước”, trong đó kích thước biểu thị bán kính của vát. Ví dụ: R-Chamfer được hiển thị là “R5” mô tả bán kính 5mm. Có thể sử dụng ghi chú chung như “Tất cả các cạnh phải là R5” để ngắn gọn.
4c. Hướng dẫn vát cạnh đường thẳng
Các tiêu chuẩn công nghiệp như ISO, JIS và DIN không cung cấp hướng dẫn cụ thể về Vát cạnh. Bản vẽ thường có ghi chú chung cho các cạnh như “Không vát cạnh”, “Gọt bavia tất cả các cạnh” hoặc “Phá bỏ tất cả các cạnh sắc”. Những ghi chú này đều thể hiện cùng một khái niệm, tức là Vát cạnh.
Vát cạnh đường thường được hiểu là C0.1-C0.3. Nên sử dụng ghi chú chung như “Vát cạnh đường C0.2 trên tất cả các cạnh” trong bản vẽ nếu bạn muốn tránh nhầm lẫn.
5. Cách vát mép
Vát mép có thể được thực hiện bằng cách tiện, phay, khoan hoặc mài.
5a. Quay
Tiện là quá trình sử dụng dụng cụ cắt để đẩy phôi đang quay nhằm loại bỏ vật liệu. Phôi phải có dạng hình trụ khi quay với tốc độ cao.
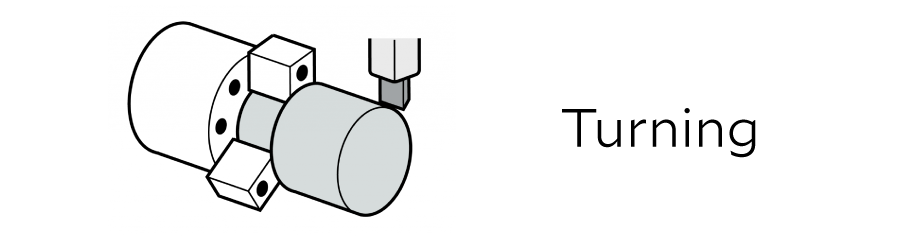
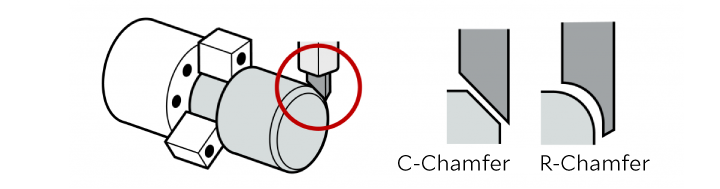
Để tạo vát cạnh bằng cách tiện, cần sử dụng dao cắt thẳng 45 độ cho vát cạnh chữ C và dao cắt chữ R cho vát cạnh chữ R.
5b. Xay xát
Phay là quá trình sử dụng dụng cụ cắt quay tác động vào phôi cố định để loại bỏ vật liệu. Quá trình này được sử dụng để tạo ra các hình dạng và đường nét phức tạp trên các bộ phận kim loại.
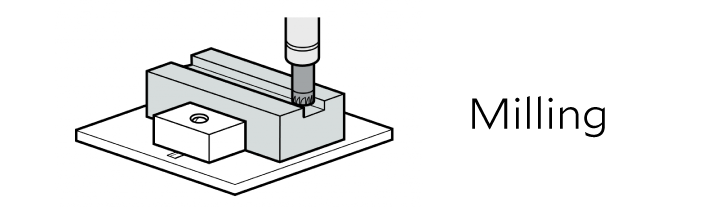
Để tạo vát cạnh bằng phay, cần có dao cắt vát cạnh cho kiểu vát cạnh chữ C và dao phay đầu bo tròn góc cho kiểu vát cạnh chữ R. Các dụng cụ này chủ yếu được sử dụng để vát cạnh các bề mặt phẳng.
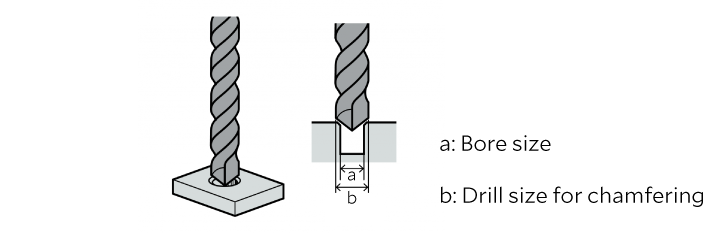
5c. Khoan
Lỗ khoan thường được vát mép bằng mũi khoan lớn hơn đường kính lỗ khoan một chút. Đây là cách nhanh nhất để vát mép một lỗ duy nhất. Tuy nhiên, cách này có thể dẫn đến hiện tượng bavia thứ cấp, đòi hỏi phải thực hiện thêm một quy trình khác với mũi khoan hình cầu để loại bỏ các bavia mịn.
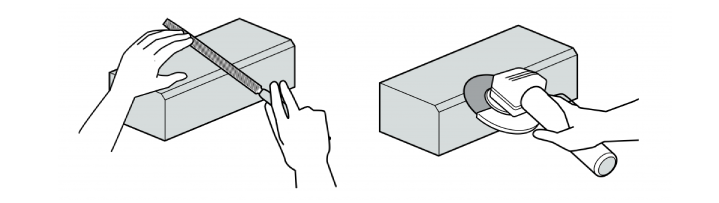
5d. Mài
Vát mép có thể được thực hiện thủ công bằng máy mài đĩa hoặc giũa. Việc tạo ra một đường vát mép chính xác bằng tay rất khó khăn. Do đó, máy mài đĩa và giũa chủ yếu được sử dụng để vát mép theo đường thẳng (gọt bavia). Quy trình gọt bavia tự động được khuyến nghị để đảm bảo chất lượng hoàn thiện đồng đều.
6. Đo vát mép
Phần này mô tả cách đo cạnh bằng phương pháp vát cạnh chữ C hoặc chữ R. Vát cạnh theo đường thẳng không phải là quy trình gia công chính xác, do đó không được xem xét.
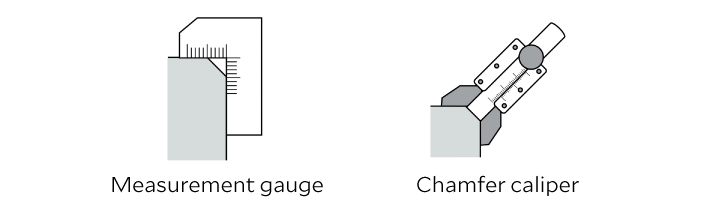
6a. Đo vát chữ C
Chiều rộng mặt của C-Chamfer được đo bằng cạnh huyền của vát.
Thước đo vát cạnh hoặc thước cặp vát cạnh được sử dụng để đo kích thước của vát cạnh chữ C trên các bộ phận kim loại.
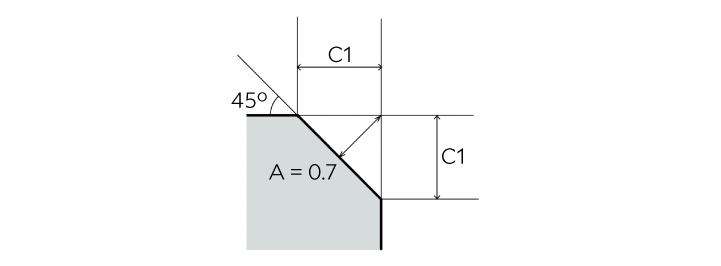
Độ sâu của vát C-Chamfer 45 độ là khoảng cách từ cạnh ban đầu đến điểm giữa của bề mặt vát. Nếu vát là 45 độ, có thể sử dụng các đặc tính hình học của tam giác vuông cân. Nếu các cạnh của vát đều bằng 1mm, thì:
Độ sâu = C1 ÷ √2=0,707mm
6b. Đo vát mép R
Bán kính của R-Chamfer được đo bằng thước đo bán kính, thước cặp bán kính hoặc thước cặp CR (vát và thước cặp bán kính).
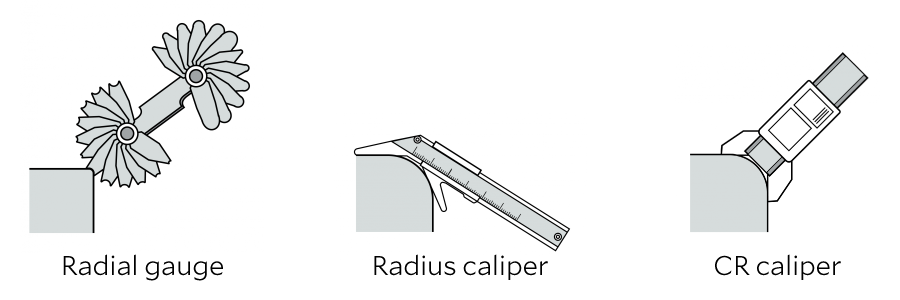
Cách sử dụng thước đo bán kính: Tìm lá vừa khít với mép vát.
Cách sử dụng thước cặp bán kính: Đặt thước cặp vào mép vát và đọc số đo.
Cách sử dụng thước cặp CR: Đặt thước cặp lên mép vát và đọc số đo. Thước cặp CR có thể đo cả mép vát C và mép vát R.
7. Lựa chọn công cụ vát
Loại, kích thước, góc vát và vị trí vát cần thiết trên phôi sẽ quyết định loại dụng cụ nào nên được sử dụng. Ví dụ, cách nhanh nhất để đáp ứng yêu cầu “phá vỡ tất cả các cạnh” có thể là sử dụng bàn chải sợi gốm.
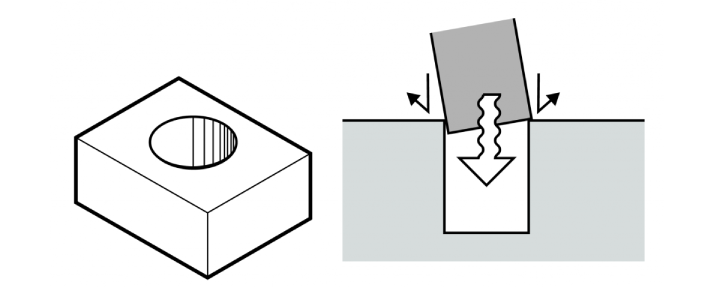
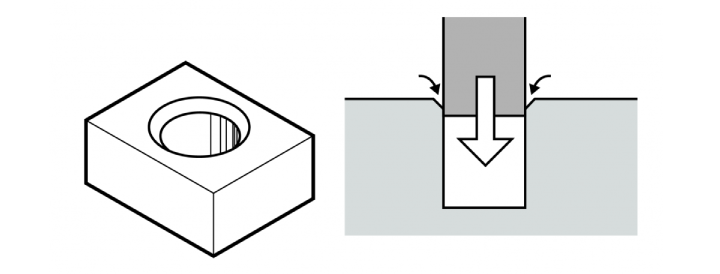
Một cân nhắc khác là ngăn ngừa các gờ thứ cấp trong quá trình vát mép. Trong trường hợp phay, có thể tránh gờ thứ cấp bằng cách sử dụng dao cắt vát mép không gờ.
Phay bằng dao cắt vát thẳng sẽ tạo ra các gờ thứ cấp ở cạnh trên và cạnh dưới khi vật liệu bị đẩy về phía trước lưỡi dao chảy sang hai bên. Cơ chế này tương tự như cách xe cày tuyết dọn tuyết trên đường. Tuyết tích tụ ở phía trước lưỡi dao và chảy ra cả hai bên.
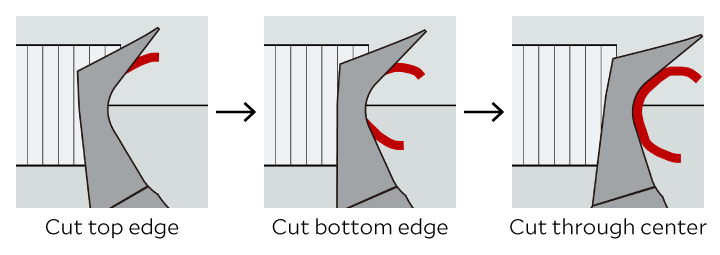
Giải pháp của XEBEC (Dao cắt vát mép không gờ XEBEC™) là loại dao cắt có lưỡi hình chữ V có thể vát mép mà không tạo ra gờ thứ cấp, có tuổi thọ dụng cụ gấp đôi so với dao cắt vát mép thẳng và cho phép tốc độ tiến dao cao hơn.
Lưỡi dao đầu tiên cắt cạnh trên của vật liệu, đẩy vật liệu xuống đường chạy dao. Lưỡi dao thứ hai cắt cạnh dưới của vật liệu, đẩy vật liệu lên đường chạy dao. Cuối cùng, lưỡi dao thứ ba cắt phần vật liệu vẫn còn dính ở giữa đường chạy dao và phoi được loại bỏ. Cơ chế này loại bỏ các gờ phụ trên các cạnh vát.