Bạn có cần loại bỏ bavia lỗ chéo trên vật liệu ống không? Bạn đã tự động hóa quy trình chưa? Lỗ chéo trên vật liệu ống có cạnh ba chiều. Do đó, việc loại bỏ bavia thường được thực hiện bằng tay. XEBEC cung cấp hai giải pháp cho phép loại bỏ bavia lưng hiệu quả trên trung tâm gia công hoặc máy tiện CNC với dụng cụ sống. Đó là bằng bàn chải sợi gốm hoặc bằng dao phay.
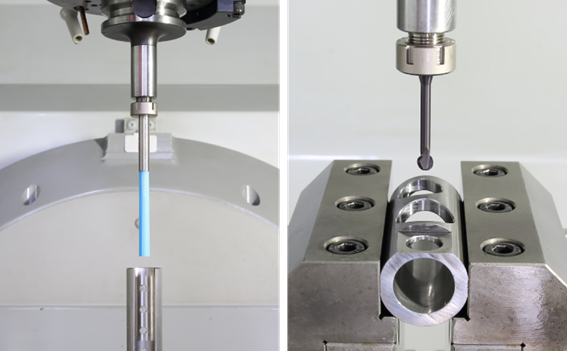
Hình ảnh 1: XEBEC Brush™ Crosshole (trái), XEBEC Back Burr Cutter™ (phải)
Cả hai dụng cụ này đều có thể loại bỏ gờ sau khỏi lỗ chữ thập. Bài viết này sẽ xem xét dụng cụ nào phù hợp hơn với từng tình huống. Chúng tôi sẽ thực hiện điều này bằng cách thử nghiệm cả hai dụng cụ trên các phôi gia công khác nhau.
Sự khác biệt giữa bàn chải sợi gốm và dao phay
Biểu đồ sau đây phác thảo những khác biệt cơ bản giữa chổi sợi gốm và dao phay XEBEC. Giải thích chi tiết hơn về các hạng mục trong biểu đồ được cung cấp bên dưới.
Biểu đồ 1: Sự khác biệt giữa chổi sợi gốm và dao phay XEBEC
| Loại công cụ | Bàn chải sợi gốm | Máy phay |
| Tên sản phẩm | XEBEC Brush™ Crosshole | Máy cắt Burr lưng XEBEC™ |
| Loại máy | Trung tâm gia công, Máy tiện CNC (có dụng cụ cầm tay), Máy chuyên dụng, Robot, Dụng cụ cầm tay quay điện | Trung tâm gia công, máy tiện CNC (có dụng cụ trực tiếp) |
| Thông số kỹ thuật máy | Tốc độ quay > 6.500 vòng/phút, tốc độ có thể điều khiển | Điều khiển đồng thời 3 trục |
| Nhập công cụ | Lỗ chính | Lỗ chính hoặc lỗ phụ |
| Khả năng loại bỏ gờ | Độ dày rễ gờ < 0,2mm | Độ dày rễ gờ < 0,2mm |
| Độ phức tạp của đường dẫn (Thời gian lập trình) | Thấp | Cao (XEBEC có thể cung cấp đường dẫn có sẵn) |
Thông số kỹ thuật máy
XEBEC Brush™ Crosshole phải được sử dụng với tốc độ quay trên 6.500 vòng/phút -1 . Chổi sẽ giãn nở kích thước nhờ lực ly tâm để lấp đầy đường kính bên trong của phôi hình trụ đang được loại bỏ bavia. Vì lý do an toàn, máy phải được che phủ hoàn toàn và có khả năng kiểm soát tốc độ quay. Tốc độ quay tăng lên khi chổi bị mòn (tức là khi chổi ngắn lại) để duy trì cùng một đường kính gia công.
Máy cắt gờ sau XEBEC™ yêu cầu máy có khả năng điều khiển đồng thời 3 trục để theo dõi cạnh của mỗi lỗ trên bề mặt cong của vật liệu ống.
Nhập công cụ
Đầu chổi XEBEC Brush™ Crosshole được hạ xuống lỗ giữa của vật liệu ống. Thao tác kéo-đẩy đơn giản được sử dụng để loại bỏ gờ.
XEBEC Back Burr Cutter™ được đặt trong mỗi lỗ khoan để theo dõi cạnh sau.
Khả năng loại bỏ gờ
Kích thước tối đa của gờ có thể loại bỏ bằng cả hai dụng cụ là 0,2 mm (đo tại gốc gờ). Các gờ có kích thước này có thể được di chuyển bằng móng tay.
Độ phức tạp của đường dẫn
Chuyển động kéo-đẩy của XEBEC Brush™ Crosshole chỉ cần một đường dẫn đơn giản. Chuyển động đơn giản tương tự được sử dụng cho cả lỗ khoan đơn và nhiều lỗ khoan.
Máy cắt mài góc XEBEC Back Burr Cutter™ yêu cầu đường dẫn khác nhau cho mỗi lỗ khoan. Điều này làm tăng thời gian lập trình CNC. Ngoài ra, XEBEC có thể cung cấp đường dẫn có sẵn.
Phôi gia công
Phôi thử nghiệm là ống thép có đường kính trong Φ24 mm. Vật liệu là JIS STKM13A (ASTM 1020). Hai loại phôi sẽ được sử dụng để chứng minh sự khác biệt giữa việc sử dụng chổi sợi gốm và dao phay. Đường kính trong của phôi thứ nhất chưa được gia công và đường kính trong của phôi thứ hai đã được gia công.
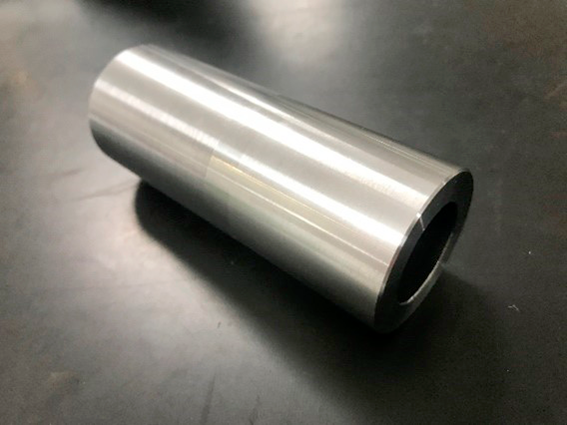
Hình ảnh 2: Vật liệu thử nghiệm là STKM13A (1020)
Các phôi thử nghiệm được khoan bốn lỗ φ6,9 mm cách nhau 90 độ, như thể hiện trong hình ảnh 3.
Hình ảnh 3: Khoan lỗ trên phôi
Điều này dẫn đến một số gờ lớn ở đường kính bên trong, như có thể thấy trong Hình 4. Lưu ý bản chất gồ ghề của gờ được tạo ra trên phôi chưa gia công.
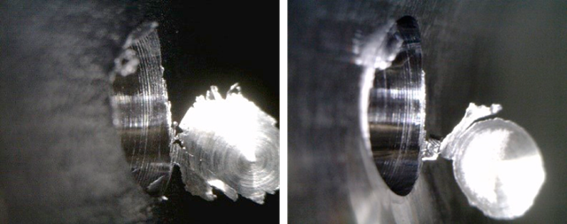
Hình ảnh 4: Các gờ lớn trên đường kính bên trong (trái: chưa gia công; phải: đã gia công)
Kiểm tra trên bề mặt chưa gia công
Các thông số gia công sau đây được sử dụng trên phôi chưa gia công.
Biểu đồ 2: Thông số gia công của phôi chưa gia công
| Dụng cụ loại bỏ gờ | CH-A34-15 (bàn chải sợi gốm) | XC-58-A (dao phay) |
| Tốc độ quay | 7.000 vòng/phút | 6.000 vòng/phút |
| Cho ăn | 300 mm/phút | 900 mm/phút |
| Số lần vượt qua | 2 (1 lượt đi bao gồm lên và xuống) | 1 |
| Thời gian chu kỳ | 10 giây | 13 giây |
| Hoàn thiện cạnh | Tròn | Vát cạnh |
Hình 5a cho thấy bàn chải sợi gốm đang mài bavia bốn lỗ khoan. Hình 5b cho thấy dao phay đang mài bavia bốn lỗ khoan. Bạn có thể xem video về quá trình gia công này bằng cách nhấp vào các hình ảnh này.
Hình ảnh 5a: Bàn chải sợi gốm loại bỏ ba via ở tất cả các cạnh
Hình ảnh 5b: Dao phay loại bỏ ba via tất cả các cạnh
Hình ảnh 6 cho thấy kết quả của việc loại bỏ gờ trên phôi chưa gia công.
Hình ảnh 6: Phôi chưa gia công được loại bỏ bavia bằng bàn chải sợi gốm (trái) và dao phay (phải)
Hình ảnh bên trái cho thấy bàn chải sợi gốm đã loại bỏ tất cả các gờ sau. Điều này chứng minh tính linh hoạt của bàn chải trong việc loại bỏ gờ trên các bề mặt chưa gia công. Thời gian chu kỳ cho cả bốn lỗ khoan là 10 giây. Quá trình này bao gồm khởi động, dừng và đảo chiều quay của trục chính, định hướng phôi và định vị dụng cụ.
Hình ảnh bên phải cho thấy dao phay không thể loại bỏ hết các gờ sau do bề mặt phôi không bằng phẳng. Dao phay được đặt ở chế độ vát mép khoảng 0,1 mm. Tuy nhiên, dao bị mất tiếp xúc với cạnh ở một số chỗ. Một giải pháp là tăng kích thước vát mép. Tuy nhiên, đây là một giải pháp thỏa hiệp không giải quyết được vấn đề thực sự về độ chính xác kích thước kém của phôi.
Thời gian chu kỳ của dao phay là 13 giây cho cả bốn lỗ. Chu kỳ này bao gồm khởi động và dừng trục chính, định hướng phôi và định vị dụng cụ.
Kiểm tra trên bề mặt gia công
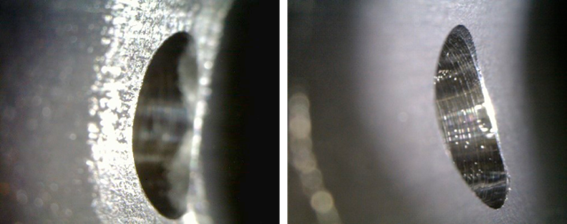
Các thông số gia công tương tự cũng được áp dụng cho phôi gia công (xem Biểu đồ 2 ở trên). Hình 7 cho thấy cả hai dụng cụ đều loại bỏ thành công tất cả các gờ trên lỗ khoan. Vát cạnh do dao phay tạo ra đồng đều trên toàn bộ lỗ. Điều này đạt được nhờ đường chạy dao được thiết kế sẵn do XEBEC cung cấp như một tùy chọn với XEBEC Back Burr Cutter™. Ngược lại, các cạnh được loại bỏ gờ bằng XEBEC Brush™ Crosshole được bo tròn hoặc pha trộn.

Hình ảnh 7: Phôi gia công được loại bỏ bavia bằng bàn chải sợi gốm (trái) và dao phay (phải)
Phần kết luận
Chổi sợi gốm đủ linh hoạt để có thể xử lý cả bề mặt đã gia công và chưa gia công. Công suất cắt của nó tương đương với dao phay. Tuy nhiên, dao phay phải được sử dụng trên bề mặt có kích thước chính xác, tốt nhất là đã gia công.
Bàn chải sợi gốm rõ ràng là giải pháp tốt hơn để loại bỏ ba via nhiều lỗ cùng lúc vì thời gian chu kỳ không bị ảnh hưởng nhiều bởi số lượng lỗ. Dao phay là lựa chọn tốt hơn khi loại bỏ ba via một vài lỗ.
Bàn chải sợi gốm không thể tạo ra cạnh có kích thước. Do đó, nó không phù hợp khi cần vát mép. Dao phay cung cấp độ hoàn thiện gần như vát mép [1].
Cả chổi sợi gốm và dao phay đều có tuổi thọ dụng cụ tuyệt vời. Chiều dài chổi sợi gốm được tự động điều chỉnh trong máy sau khi hoàn thành một số lượng phôi nhất định. Dao phay được làm bằng cacbua xi măng hạt siêu nhỏ giống như các loại dao phay khác. Tuy nhiên, các điểm tiếp xúc của lưỡi cắt hình cầu liên tục dịch chuyển. Do đó, dao mài mòn đồng đều, giúp tăng gấp đôi tuổi thọ dụng cụ so với dao phay thông thường.
Biểu đồ 3 tóm tắt điểm mạnh và điểm yếu tương đối của XEBEC Brush™ Crosshole và XEBEC Back Burr Cutter™.
Loại dụng cụBàn chải sợi gốmDao phay
| Tên sản phẩm XEBEC | XEBEC Brush™ Crosshole | Máy cắt Burr lưng XEBEC™ | |
| Thời gian chu kỳ | Lỗ đơn | Trung bình | Nhanh |
| Nhiều lỗ | Nhanh | Chậm | |
| Tình trạng phôi | Không gia công | Thích hợp | Không phù hợp |
| Gia công | Thích hợp | Thích hợp | |
| Hoàn thiện cạnh | Tròn | Thích hợp | Không phù hợp |
| Vát cạnh | Không phù hợp | Thích hợp | |
| Nhập công cụ | Lỗ chính | Lỗ chính hoặc lỗ phụ | |
| Tuổi thọ dụng cụ | Xuất sắc | Xuất sắc | |
________________
Chú thích:
- Hình cầu của dụng cụ phay tạo ra một mép vát có thể lõm sâu vài micron.